全国免费咨询热线
15295107624
免费咨询热线
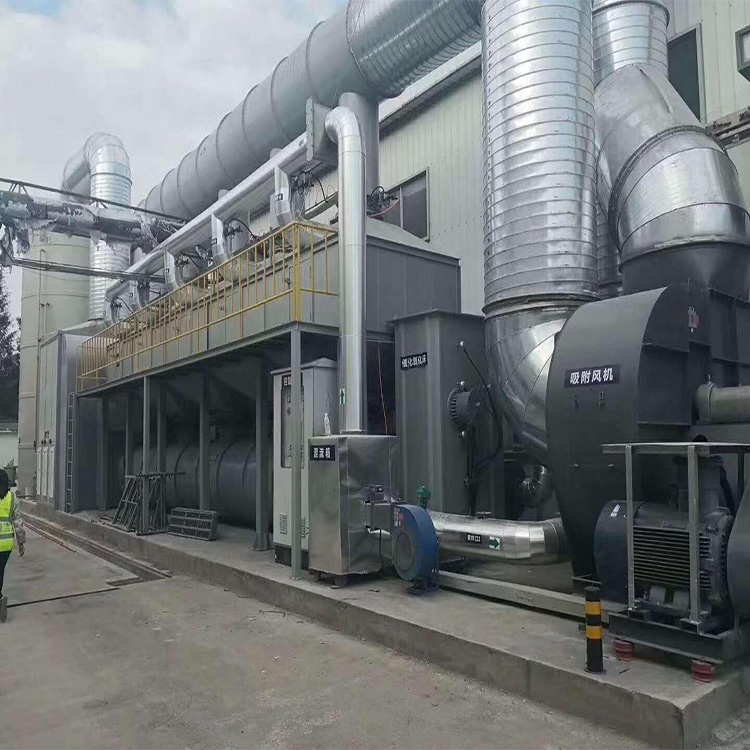
15295107624RCO废气处理设备,又称蓄热催化燃烧设备,是一种废气处理设备,通过加热将废气氧化分解为250-350摄氏度的水和二氧化碳。它被广泛使用。让我们来看看RCO废气处理设备的优点。

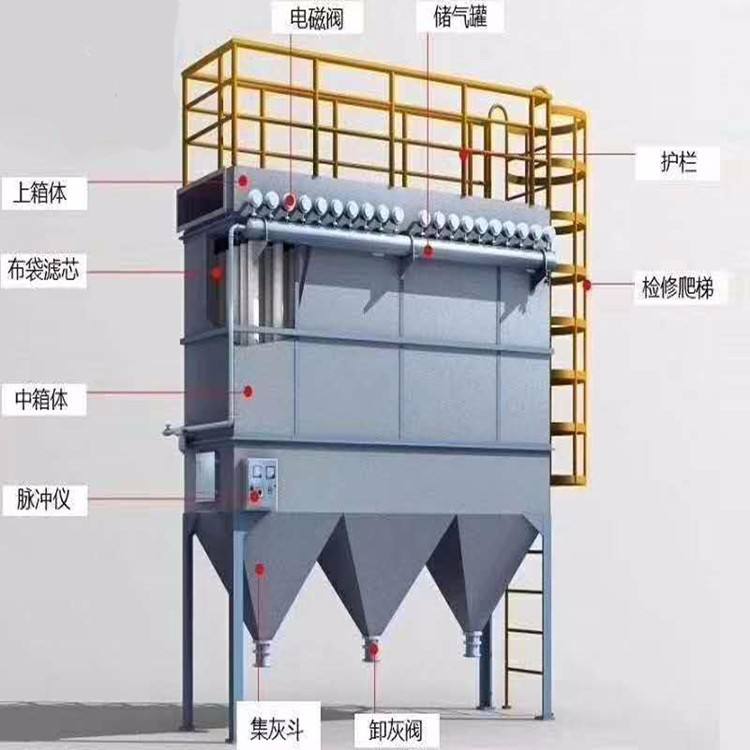
rco废气处理设备主要由热交换器、催化床、电加热器、燃烧室、蓄热器等主要部件组成。加热管首先加热催化燃烧设备,通过风扇的作用提供活性炭附着温度(80-120),附着的有机废气再次进入催化燃烧设备。在燃烧室催化床的作用下,废气氧化分解为水和二氧化碳等小分子化合物。通过热交换器实现标准的热回收,达到节能的目的。
操作方便:设备工作时自动控制。
低能耗:设备启动加热到点火温度(有机废气处理浓度高时)只需15-30分钟,能耗仅为风机功率。
安全可靠:设备配备防火系统、防爆减压系统、超温报警系统和自动控制系统,以提高前人的素质。
低阻高净化效率:提高贵金属钯和铂浸渍蜂窝陶瓷载体催化剂的大比表面积。
余热可回用:余热可回到干燥通道,降低原有干燥通道的功耗;也可作为其它热源。
占地面积小:同行业同类产品仅占70%~80%,设备基础无特殊要求。
RCO催化燃烧设备设计功能齐全,操作简单可靠,无二次污染。设备占地面积小,重量轻。吸附床采用堆叠结构,便于更换。
吸附有机废气的活性炭床可以通过催化燃烧处理废气产生的热量进行分离,分离后的气体可以送到催化燃烧室进行净化,不需要额外的能量,运行成本低,节能效果明显。
正常使用时能耗低,因为使用的是蜂窝状活性炭,其阻力很低,所以使用过程中的能耗只是排气功率,不会给用户增加成本。
开云·买球(中国)官方网站 2022 版权所有 苏ICP备2022009218号-2